

آموزش کار با نرم افزار cura
نرم افزارهای که پرینتر های سه بعدی را ساپورت می کنند: نرم افزارهایReplicator، cura و
slic3r
می باشند. ما در اینجا با نحوه کار
cura
آشنا می شویم. در ابتدا ما از طرحی که در نرم افزارهای سه بعدی طراحی کرده ایم خروجی stl می گیریم، برای اینکه
cura فقط این فرمت را باز می کند. زمانی که در برنامه
cura
یک طرح سه بعدی با فرمت stl را باز می کنیم در صفحه شطرنجی
cura
آبجکت خود را می بینیم.
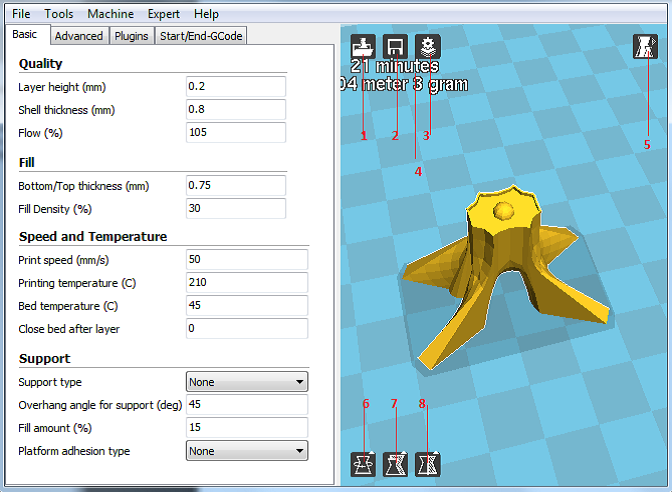
- بارگذاری مدل سه بعدی طراحی شده با پسوند های stl/obj/dae/amf
- ذخیره مدل به زبان ماشین (Gcode)
- در صورت برش قطعه، با این گزینه می توانید زمان دقیق پرینت و همچنین مقدار مصرف filament را بدست بیاورید.
- زمان پرینت، طول و وزن filament مورد نیاز برای پرینت.
- تحلیل پروسه پرینت در حالات مختلف. (اگر بر روی این گزینه کلیک کنید گزینه های زیر دیده می شوند).
5-1. normal: حالت پیش فرض
5-2. overhang: محاسبه زاویه پیش آمدگی ها جهت بررسی نیازمندی به ساپورت گذاری
5-3. X-Ray: دید X-Ray
5-4. Transparent:دید شفاف
5-5. layers:جهت مشاهده لایه های پرینت و تحلیل پروسه پرینت
6. چرخش مدل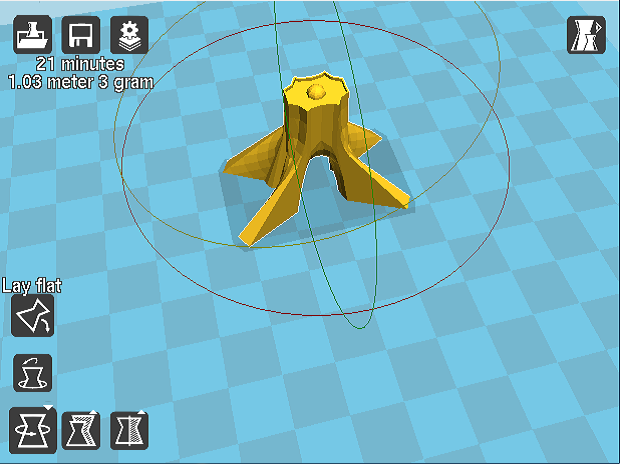
7. تغییر اندازه مدل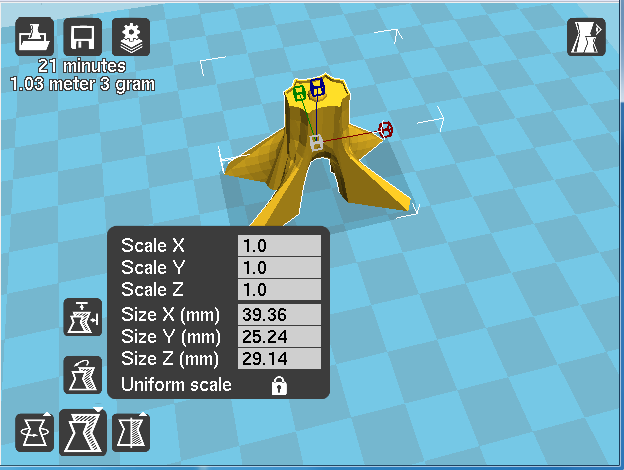
8.قرینه سازی یا مدل آینه ای در راستای محور ها

9. عملیات های دیگر
در حالت کلیک راست نمودن روی مدل، شش گزینه شامل گزینه های زیر در دسترس خواهد بود.
- center of platform: جهت قرار دادن مدل در وسط صفحه ساخت.
- Delete obgect: جهت پاک کردن مدل از صفحه ساخت.
- Multiply object: جهت ایجاد کپی از مدل.
- Split object into parts:جدا کردن مدل به اجزای تشکیل دهنده.
- Delete all objects: پاک کردن کلیه مدل ها.
- Reload all objects: بار گذاری همه مدل ها.
 Basic setting: تظیمات اولیه
Basic setting: تظیمات اولیه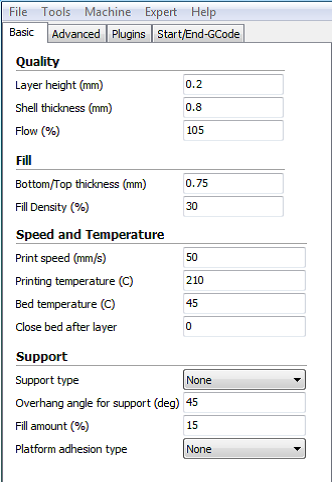
Quality: کیفیت
layer heigt:جهت تعیین ضخامت لایه های پرینت کیفیت پرینت بسیار بالا : مقدار0.1 میلیمتر توصیه می گردد.
کیفیت پرینت بالا : مقدار0.2. میلیمتر توصیه می گردد .حالت بهینه زمان و کیفیت : مقدار0.25 میلیمتر توصیه می گردد .
( برای نازل با قطر0.4 میلی متر). حالت کمترین زمان پرینت : مقدار 0.3 میلیمتر توصیه می گردد .( برای نازل با قطر0.4 میلی متر)
shell thickness: ضخامت دیواره های خارجی مدل در راستای افق . حالت متعارف برای این گزینه برابر است با ضرایب قطر نازل
دستگاه . ( در حالت نرمال باید حداقل دو برابرسایز نازل باشد).
flow: مقدار در صد ریزش مواد از اکسترودر
fill: پر کردن
Botton/Top thickness: جهت تعیین نمودن ضخامت دیواره کف و دیواره بالای مدل که معمولا ً ضرایبی از ضخامت
لایه ها می باشد که در قسمت بالا اشاره گردید.
Fill Density: جهت تعیین نمودن درصد پرشدن شبکه های داخل مدل . در حالت 100 درصد مدل بصورت توپر و در حالت صفر
درصد مدل بصورت جدار نازک پرینت خواهد شد.
Speed And Temperature: دما و سرعت
Printing Speed : جهت تعیین سرعت حرکت اکسترودر بکار میرود . سرعت حرکت اکسترودر تعیین کننده کیفیت پرینتر می باشد .
حالت پیش فرض دستگاه Mankati Fullscale XT مقدار 30میلیمتر بر ثانیه می باشد و بالاترین مقدار سرعت قابل تعیین مقدار
50 تا 70 میلیمتر بر ثانیه می باشد . بالابردن سرعت نیازمند تعادل با بقیه قسمتها می باشد و می بایست
دمای نازل نیز افزایش یابد در غیر اینصورت می تواند باعث کمبود مواد در اکسترودر گردد . همچنین سرعت پرینت به مدل هندسی
قطعه و پارامترهای دیگر وابسته است .سرعت کمتر از 70 میلیمتربر ثانیه پیشنهاد می گردد و سرعت بالای 70 میلیمتر بر ثانیه ممکن
است باعث گم شدن گامها در استپر موتور شود و همچنین دقت مدل پرینت شده را نیز کاهش دهد .
Printing Temperature : جهت تنظیم دمای اکسترودر اصلی(اکسترودر سمت چپ )بکار می رود و قابل ذکر است که می بایست
بر اساس نوع مواد مورد استفاده تنظیم گردد .

2nd Nozzle Temperature : جهت تنظیم دمای اکسترودر دوم( اکسترودر سمت راست ) بکار می رود و قابل ذکر
 است که می بایست بر اساس نوع مواد ورودی مورد استفاده تنظیم گردد .
است که می بایست بر اساس نوع مواد ورودی مورد استفاده تنظیم گردد .
Defult Main Extruder : جهت تعیین اکسترودر اصلی مورد استفاده قرار می گیرد .
Bed Temperature : جهت تنظیم دمای صفحه ساخت بکار میرود و قابل ذکر است که می بایست بر اساس نوع مواد مورد
استفاده تنظیم گردد .
Close Bed After Layer : جهت خاموش نمودن گرم کننده صفحه ساخت بعد از تعداد مشخصی لایه بکار می رود . انتخاب
مقدار صفر این گزینه را غیرفعال می نماید .
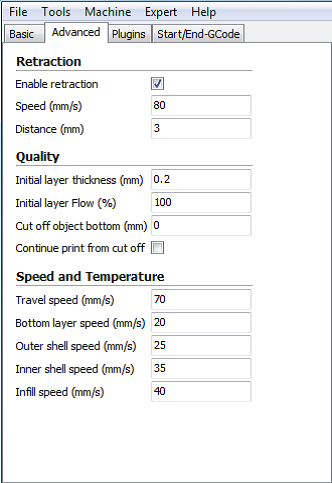
Advance Setting: تنظیمات پیشرفته
Retraction : تو و یا پس کشیدن
Enable Retraction : جهت فعال نمودن گزینه پس کشیدن مواد مورد استفاده قرار می گیرد .عمل پس کشیدن می بایست در حالت
حرکت نازل در محدوده بدون پرینت باعث جلوگیری از جا گذاشتن مواد اضافی می شود (حالت تار عنکبوتی).
Speed: جهت تعیین سرعت پس کشیدن مواد می باشد و سرعت بالا باعث پرینت با کیفیت می شود و معمولاً سرعت 80 میلیمتر بر
ثانیه مورد استفاده قرار می گیرد . انتخاب سرعت بالا ممکن است باعث افت کیفیت پرینت شود .
Distance : جهت تعیین اندازه پس کشیدن مواد بکار می رود .تعیین مقدار صفر به منزله خاموش نمودن عمل پس کشیدن می
باشد . تعیین مقدار 5 برای این گزینه باعث پرینت با کیفیت می شود.
Dual Extrusion : اکسترود دوتایی
Wipe And Prime Tower : این گزینه مربوط به پرینت یک برجک در هر پرینت لایه می باشد زمانی که کارکرد نازلها به ترتیب
عوض می شود .
Tower Layer Per Layer : مقدار ریزش مواد در هر تعویض نازل را مشخص می نماید . واحد این گزینه مقدار مواد می باشد که
در هر تعویض نازل می خواهید که مقدار مشخصی مواد پس زده میشود .
Support: ساپورت
Support Type : جهت مدلهایی که نیازمند ساپورت گذاری میباشند فعال نمودن این گزینه مهم می باشد . اصولا قطعاتی که دارای
زاویه 45 درجه به بالا می باشند ساپورت گذاری الزامی است . عدم ساپورت گذاری باعث ریزش مواد از روی مدل
در حال پرینت و درنتیجه خراب شدن پرینت می شود .
- None : غیر فعال نمودن گزینه ساپورت .
- Touching Build Plate : پرکاربردترین نوع ساپورت گذاری می باشد و به معنی ایجاد ساپورت در حالتی که سازه ساپورت
صفحه ساخت را لمس می نماید .
- Everywhere : جهت ساپورت گذاری در کلیه مکانهایی که نیازمند ساپورت باشد استفاده می شود .
Plateform Adhesion Type : گزینه های متفاوتی جهت جلوگیری از بلند شدن لبه های قطعه در حال پرینت از صفحه ساخت
در این گزینه موجود می باشد .
- None : در حالت غیر فعال
- Brim : یک لایه ضخیم و صاف دور مدل در حال پرینت ایجاد می نماید و معمولاً توصیه می شود .
- Raft : یک لایه ضخیم از تصویر مدل بدور مدل ایجاد می نماید بطوریکه ضخامت آن در نقطه اشتراک با مدل نازک می باشد .
- Support Duall Extrusion : جهت استفاده از نازل دوم جهت ساپورت گذاری می باشد .
dlez S ezoO: به معنی یک دیواره ضخیم به دور مدل در حال پرینت می باشد که به فاصله چند میلیمتر به دور از مدل قرار می
گیرد و مواد اضافی را از نازلی که در حال کار نمی باشد را می گیرد.
Dual Extrusion Overlap : مقدار مشخصی از روی هم رفتگی را در دو حالت نازل مشخص می نماید و باعث می شود که کیفیت
پرینت خوبی در حالت پرینت چند رنگ ایجاد گردد. مقدار این گزینه را برابر 0.1را قرار دهید .
Quality : کیفیت
Initial Layer Thickness : جهت تعیین ضخامت پایین ترین لایه بکار می رود . تعیین مقدار صفر برای این گزینه به معنی تعیین
ضخامت این لایه به اندازه ضخامت لایه های دیگر می باشد .
Initial Layer flow : جهت تعیین ظرفیت اکسترودر در هنگام پرینت لایه اول بکار می رود .
Cut Off Object Bottom : جهت فرو بردن مدل در صفحه کارمی باشد . این گزینه در مواقعی مورد استفاده قرار می گیرد که مدل
دارای کف صاف نمی باشند و همچنین جهت بریدن قطعه و پرینت نمودن قسمتی از آن کاربرد دارد .
Continue print From Cut Off : جهت ادامه پرینت از قسمت برش می باشد . پرینتر نازل رابالا برده و سپس پرینت را از جایی
که متوقف کرده بوده است ادامه می دهد .
Speed And Temperature: سرعت و دما
Travel Speed : جهت تعیین سرعت حرکت نازل در حالتی که پرینت انجام نمی شود بکار می رود .معمولاً تعیین سرعت 80
بهترین می باشد و افزایش مقدار آن احتمال ایجاد خطا نیز می شود.
Bottom Layer Speed : جهت تعیین سرعت پرینت در هنگام پرینت لایه اول بکار می رود . مقدار 20 برای این گزینه مقدار
خوبی است و تعیین مقدار صفر به معنی انتخاب سرعت پرینت لایه اول همانند سرعت پرینت لایه های دیگر می باشد . کاهش سرعت
باعث افزایش چسبندگی لایه اول به صفحه ساخت می شود .
Outer Shell Speed : جهت تعیین سرعت پرینت در هنگام پرینت دیواره های خارجی می باشد . تعیین مقدار صفر به معنی
انتخاب سرعت پرینت دیواره های خارجی همانند سرعت پرینت لایه های دیگر می باشد . کاهش سرعت پرینت دیواره های خارجی
باعث افزایش کیفیت دیواره های خارجی می شود.
Inner Shell peed : جهت تعیین سرعت پرینت در هنگام پرینت دیواره های داخلی می باشد . تعیین مقدار صفر به معنی انتخاب
سرعت پرینت دیواره های داخلی همانند سرعت پرینت لایه های دیگر می باشد افزایش سرعت پرینت لایه های داخلی باعث کاهش
زمان پرینت می شود .
Infill Speed : جهت تعیین سرعت پرینت شبکه داخلی مدل میباشد . تعیین مقدار صفر به معنی انتخاب سرعت پرینت شبکه داخل
همانند سرعت پرینت لایه های دیگر می باشد .
Expert setting: تنظیمات تخصصی
Nozzle : نازل
Nozzle Size : اندازه قطر نازل . اندازه قطر نازل دستگاه
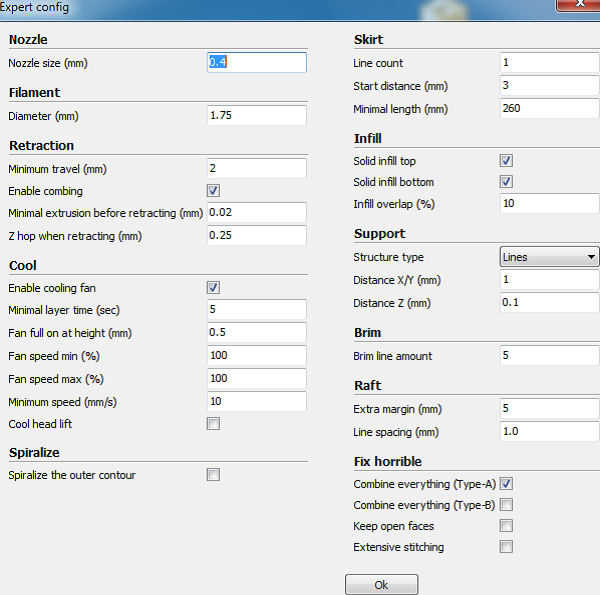
Mankati Fullscale ، XT می باشد و در صورتی که برابر با 0.4
بخواهید مقدار آن را تغییر دهید می بایست تنظیمات دیگر را نیز
اعمال نمائید . اندازه نازل تاثیر کوچکی در دقت در راستای Zدارد
ولی کوچک کردن اندازه نازل می تواند باعث افزایش کیفیت پرینت
گردد. رابطه بین اندازه نازل و سرعت پرینت بصورت توانی می
باشد بطوریکه کاهش آن سرعت پرینترا بشدت کم می نماید.
Filament Diameter :این گزینه جهت تعیین اندازه قطر
Filament اکسترودر اصلی بکار می رود .
Filament Diameter 2 : این گزینه جهت تعیین اندازه قطر
Filament اکسترودر دوم بکار می رود .
Retraction : پس کشیدن
Minimum Travel : کمترین مقدار مورد نیاز برای پس کشیدن
در تمامی حالات می باشد مقدار 2 جهت جلوگیری از پس کشیدگی
زیاد در یک محیط کوچک توصیه می گردد . انتخاب مقدار کوچک
باعث پس کشیدگی متوالی خواهد بود .
Puling: افزونه ها
چندین افزودگی در این نرم افزار جهت افزایش کنترل پارامترها در
 این
این 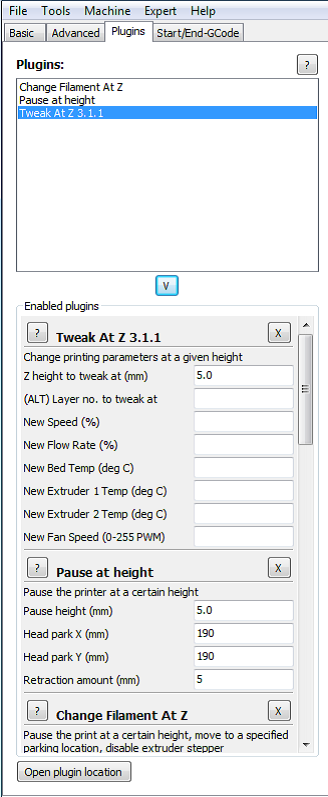 نرم افزار تعبیه شده است . بااعمال تنظیمات در این گزینه ها
نرم افزار تعبیه شده است . بااعمال تنظیمات در این گزینه هاجهت پرینت مدلها با ارتفاع های متفاوت می توانید دقت پرینت خودرا افزایش دهید .جهت استفاده از هر یک از این افزونه ها میتوانید بروی آنها دبل کلیک نمائید . همچنین جهت بستن این افزونه ها می توانید بروی آیکون X کلیک نمائید .
Change Filament At Z : با استفاده از این افزونه می توانید Filament را در ارتفاع مشخصی عوض نمائید.
Puase At Height : با استفاده از این افزونه می توانید پروسه تولید را در ارتفاع مشخصی متوقف نمائید.
Tweak At Z : می توانید پارامترهای پرینتر را در ارتفاع مشخص دوباره تنظیم نمائید. این یک ابزار بسیار کارآمد برای حرفه ای ها
می باشد.
Enable Combing: جهت جلوگیری از حرکت اکسترودر در نقاط خالی می باشد .با فعال بودن این گزینه ، اکسترودر همیشه سطح
مدل را لمس خواهد نمود و گزینه Retraction را غیر فعال خواهد نمود . در صورتی که این گزینه غیر فعال باشد هد پرینتر بطور
مستقیم از نقطه شروع به نقطه پایانی حرکت خواهد کرد و حالت پس کشیدگی فعال خواهد بود . حالت پیش فرض این گزینه فعال می
باشد که باعث افزایش زمان پرینت می شود .
Minimal Extrusion Before Retracting : این گزینه کمترین مقدار اکسترود مورد نیاز قبل از پس کشیدگی را مشخص می نماید .
در صورتیکه پس کشیدگی قبل از اینکه این کمینه به مقدار خود برسد پس کشیدگی غیر فعال خواهد شد . این باعث می گردد که از
پس کشیدگی بیش از مورد نیاز جلوگیری شود . مقدار 0.02 برای این گزینه پیشنهاد می گردد و مقدار صفر برای این گزینه باعث
پیش کشیدگی مداوم بصورت نامحدود گردد.
Dual Extrusion : اکسترود دوتایی
Dual Extrusion Switch Amount : تعیین کننده مقدار پس کشیدگی در حالت تعویض کارکرد اکسترودرها در حالت کارکرد با دو
اکسترود رمی باشد . بعد از تعویض کارکرد اکسترودر ، پس کشیدنFilament به اندازه مشخص در اکسترودری که در حالت خاموش
می باشد نیاز است .تعیین مقدار صفر به معنی خاموش نمودن پس کشیدگی می باشد . جهت عملکرد بهتر دستگاه پیشنهاد می گردد
مقدار 25 را برای این گزینه انتخاب نمائید .
Cool : خنک کردن
Enable Cooling Fan : جهت فعال نمودن فن خنک کتتده درهنگام پرینت مورد استفاده قرار می گیرد .
Minimal Layer Time : جهت تعیین کمترین زمان مورد نیاز جهت خنک کردن هر لایه پیش از شروع پرینت لایه بعدی مورد
استفاده قرار می گیرد . تعیین سرعت پرینت بطور اتوماتیک این گزینه را تنظیم خواهد نمود .
Fan Full On At Height : تعیین ارتفاع بطوریکه در آن ارتفاع فن ها بطور کامل شروع به کار نمایند . برای لایه های پایین تر از
این لایه سرعت فن بطور خطی از صفر برای لایه اول شروع به افزایش پیدا خواهد کرد .
Fan Speed Min : جهت تعیین کمترین سرعت فن خنک کننده درحالت پرینت معمولی مورد استفاده قرار می گیرد .
Fan Speed Max : جهت تعیین بیشترین سرعت فن خنک کننده در حالت پرینت معمولی مورد استفاده قرار می گیرد .
Minimum Speed : این گزینه مربوط به تعیین کمترین سرعت پرینت هر لایه می باشد . مقدار 10 برای این گزینه پیشنهاد می
گردد . کم کردن سرعت پرینت باعث نشت در نازل می شود .
Cool Head Lift : جهت بالا بردن هد دستگاه می شود درصورتیکه زمان سرد شدن لایه کم باشد . بدین ترتیب به خنک شدن لایه کمک می نماید .
Skirt : احاطه کردن
Line Count : عبارت Skirt به معنی خطی می باشد که به دور مدل در هنگام پرینت لایه اول کشیده می شود . این خط ، به راه
انداختن اکسترودر کمک کرده و همچنین مشخص می نماید که مدل برروی صفحه ساخت جا می شود یا نه . مقدار 1 برای این گزینه
پیشنهاد می گردد . انتخاب مقدار صفر باعث غیر فعال شدن این گزینه می گردد . ایجاد Skirt چند تایی باعث افزایش عملکرد
اکسترودر در حالت پرینت مدل های کوچک می شود .
Start Distnce : مشخص کننده فاصله بین Skirt و مدل میباشد . حالت پیش فرض برای آن مقدار 3 می باشد .
Minimal Length : تعیین کننده حداقل طول Skirt می باشد .در صورتیکه مقدار Skirt کافی نباشد مقداری Skirt اضافه خواهد
شد تا به اندازه این کمینه Skirt برسد .
Infill: پر کردن
Solid Infill Top : جهت ایجاد سطح بالایی مدل می باشد . درصورتی که غیر فعال کردن ، سطح بالایی مدل بصورت شبکه ای و
به نسبت تعیین شده در گزینه Fill Density موجود در Basic Setting پر خواهد شد . برای مدلهایی بدون سطح بالایی می توانید
این گزینه را غیر فعال نمائید .
Solid Infill Bottom : جهت ایجاد سطح پایینی مدل می باشد .در صورتی که غیر فعال کردن ، سطح پایینی مدل بصورت شبکه ای
و به نسبت تعیین شده در گزینه Fill Density موجود در Basic Setting پر خواهد شد . برای مدلهایی بدون سطح پایینی می
توانید این گزینه را غیر فعال نمائید .
Infill Overlap : مربوط به تعیین مقدار روی هم رفتگی شبکه پرکننده و دیواره ها می باشد . جهت افزایش عملکرد پرینتر ، مقدار
10 را برای این گزینه وارد نمائید . انتخاب مقدار زیاد برای این گزینه می تواند باعث کاهش کیفیت پرینت گردد .
Support : ساپورت
Fill amount : جهت تعیین چگالی پرینت ساپورتها مورد استفاده قرار می گیرد . مقدار 15 پیشنهاد می گردد .انتخاب مقدار زیاد برای
این گزینه باعث می شود تا ساپورتها به سختی از مدل جدا شوند وانتخاب مقدار کم باعث افت کیفیت پرینت می گردد .
Distance X/Y : جهت تعیین فاصله ساپورت از پرینت در دوراستای X و y می باشد مقدار 0.7مقدار خوبی می باشد ،
بطوریکه ساپورتها به پرینت نمی چسبند . انتخاب مقدار زیاد باعث کاهش کیفیت پرینت می گردد .
Distance Z : جهت تعیین فاصله ساپورت از پرینت در راستای Zمی باشد . فاصله بسیار کم باعث می شود تا بتوانید ساپورتها را به
آسانی از مدل جدا نمائید . مقدار 0.15 امکان جدا کردن راحت ساپورت را فراهم می نماید . انتخاب مقدار زیاد باعث افت کیفیت
پرینت می شود .
Brim : لبه و حاشیه
Brim Line amount : مقدار 5 برای حالت پیش فرض در نظرگرفته شده است . باعث افزایش این مقدار باعث افزایش چسبندکی
مدل به صفحه کار می شود .
Raft
Extra Margin Raft: در صورتی که گزینه فعال باشد با استفاده از این گزینه می توانید مقدار Raft را افزایش و یا کاهش دهید .
Line Spacing : هنگامیکه از گزینه Raft استفاده می نمائید این مقدار فاصله بین خطوط مرکزی Raft می باشد .




